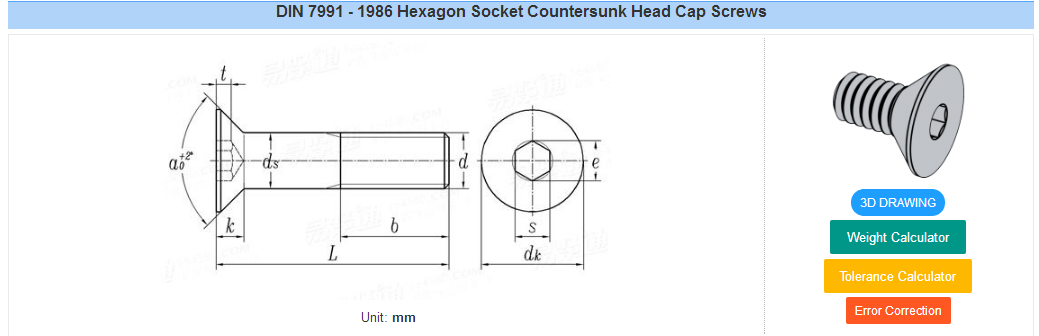
DIN 7991 шестоаголен шпатула со вдлабната глава















Опис на производот:
| Име на производот | Завртка со шестоаголна штекерска глава |
| Големина | М3-24 |
| Должина | 6-100 мм или по потреба |
| Одделение | 4,8/8,8/10,9/12,9 |
| Материјал | Челик/35k/45/40Cr/35Crmo |
| Површинска обработка | Обичен/црн/цинк/HDG |
| Стандарден | DIN/ISO |
| Сертификат | ISO 9001 |
| Примерок | Бесплатни примероци |
Употреба:
На површината на монтажната дупка на спојниот дел, се обработува конусна кружна шпатула од 90 степени, а главата на рамниот машински шраф е во оваа кружна шпатула, која е во рамна положба со површината на спојниот дел. Рамните машински шрафови се користат и во некои прилики со рамни машински шрафови со кружна глава. Овој вид шраф е поубав и се користи на места каде што површината може да дозволи мало испакнување.


Како да се користи?
Повеќето завртки со вдлабната глава се користат на места каде што површината на делот не може да се подигне по инсталацијата. Постојат два вида делови што треба да се прицврстат. Дебелината на главата, откако ќе се затегне завртката, дел од навојот на завртката сè уште не влегува во навојната дупка. Во овој случај, завртката со вдлабната глава сигурно може да се затегне.


Конусот на главата на завртката со вдлабната глава има конусен агол од 90°. Вообичаено, аголот на врвот на новокупената дупчалка е 118° -120°. Некои необучени работници не ја знаат оваа разлика во аголот и често користат дупчалка за развртување од 120°, што резултира со тоа што завртките со вдлабната глава не се напрегаат при затегнување на завртките со вдлабната глава, туку линија на дното од главата на завртката, што е една од причините зошто таканаречените вдлабнати завртки не можат да држат цврсто.



Мерки на претпазливост за време на употреба:
1. Конусот на дупката за развртување треба да биде 90°. За да се гарантира тоа, подобро е да биде помал од 90°, а не поголем од 90°. Ова е клучен трик.
2. Ако дебелината на лимот е помала од дебелината на главата на завртката со вдлабната глава, можете да ја смените помалата завртка, или поточно да ја проширите дупката за да биде помала отколку да ја проширите дупката, така што дијаметарот на долната дупка ќе стане поголем и делот нема да биде затегнат.
3. Ако на делот има повеќе вдлабнати дупки за завртки, бидете попрецизни за време на обработката. Откако дупчалката ќе се искриви, тешко е да се види склопот, но може да се затегне сè додека грешката е мала, бидејќи кога завртката не е многу затегната (околу не повеќе од 8 mm), кога има грешка во растојанието на дупките, главата на завртката ќе се деформира поради силата при затегнување, или ќе биде затегната.
Предности на производот:
- Прецизна машинска обработка
☆ Мерење и обработка со употреба на прецизни машински алати и мерни алатки под строго контролирани услови на животната средина.
- Висококвалитетен јаглероден челик (35#/45#)
☆ Со долг век на траење, ниско производство на топлина, висока цврстина, висока цврстина, низок шум, висока отпорност на абење и други карактеристики.
- Економично
☆ Употребата на висококвалитетен јаглероден челик, по прецизна обработка и формирање, значително го подобрува корисничкото искуство.
Површинска обработка:
- ЦРНО
☆ Црната боја е вообичаен метод за термичка обработка на метали. Принципот е да се направи оксиден филм на металната површина за да се изолира воздухот и да се спречи 'рѓа. Поцрнувањето е вообичаен метод за термичка обработка на метали. Принципот е да се направи оксиден филм на металната површина за да се изолира воздухот и да се спречи 'рѓа.
- ЦИНК
☆ Електрогалванизацијата е традиционална технологија за третман на метални премази што обезбедува основна отпорност на корозија на металните површини. Главните предности се добрата лемливост и соодветната отпорност на контакт. Поради добрите својства на подмачкување, кадмиумското позлатување најчесто се користи во авијацијата, воздухопловството, поморството и радио и електронските производи. Слојот за позлатување ја штити челичната подлога од механичка и хемиска заштита, така што неговата отпорност на корозија е многу подобра од поцинкувањето.
- HDG
☆ Главните предности се добрата лемливост и соодветната отпорност на контакт. Поради добрите својства на подмачкување, кадмиумското позлатување најчесто се користи во авијацијата, воздухопловството, поморството и радио и електронските производи. Слојот за позлатување ја штити челичната подлога од механичка и хемиска заштита, така што неговата отпорност на корозија е многу подобра од поцинкувањето. Топло потопениот цинк има добра отпорност на корозија, жртвена заштита за челични подлоги, висока отпорност на временски услови и отпорност на ерозија од солена вода. Погоден е за хемиски фабрики, рафинерии и крајбрежни и офшор оперативни платформи.
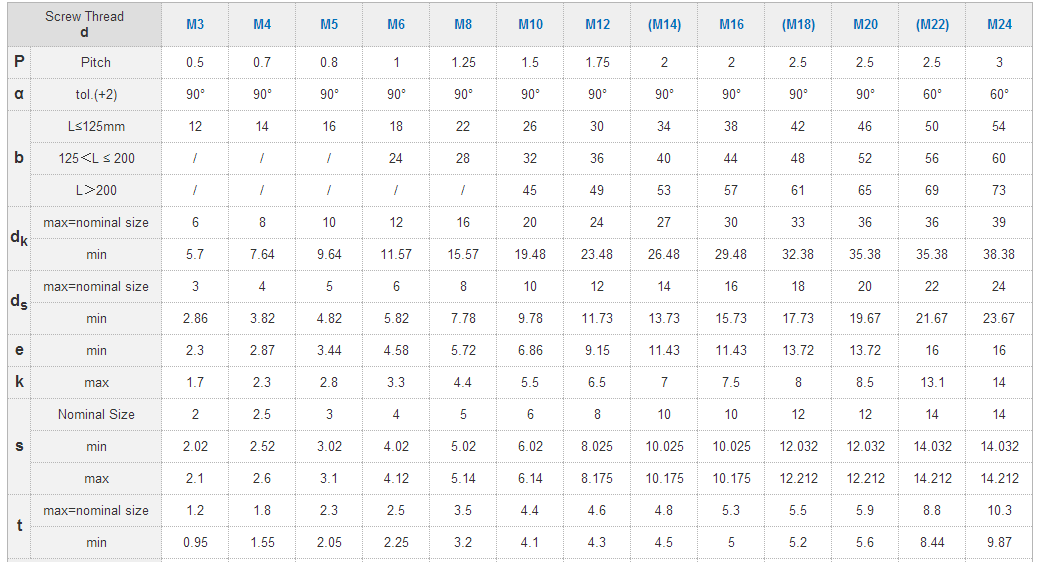
Параметар на производот:
СТАНДАРД ДИН 7991
НАШИОТ ПАКЕТ:
1. Вреќи од 25 кг или вреќи од 50 кг.
2. вреќи со палета.
3. Картонски кутии од 25 кг или картонски кутии со палета.
4. Пакување по барање на клиентите









